How to Choose the Right Food Machinery for Your Business Needs?
Choosing the right food machinery is crucial for success in any food-related business. The right equipment can streamline operations and enhance productivity. However, selecting the ideal machinery is not always straightforward.
Businesses must consider several factors. The type of food being produced plays a key role. Some machinery is designed for specific tasks, while others offer versatility. Budget constraints also influence the decision. Investing in high-quality food machinery can seem daunting, but it often pays off in the long run.
It’s important to reflect on your business needs. What do you need to achieve efficiency? What volume of production is necessary? Assessing these questions can guide your choices. Additionally, think about maintenance costs and space requirements. The right food machinery should align with your overall goals and vision.
Understanding Your Business Requirements for Food Machinery
Choosing the right food machinery starts with understanding your business needs. Different businesses have varying requirements. Consider production volume. A small bakery may not need large industrial mixers. However, a factory producing bread in bulk will require robust, high-capacity machines.
Think about the type of products you offer. Will you be processing fresh ingredients or packaging finished goods? These factors greatly influence the machinery you need. If you handle both, ensure the machinery is versatile. Also, factor in space constraints. Tight spaces may limit your options, forcing you to prioritize essential equipment.
Don’t overlook energy efficiency. Machinery can consume a lot of power. High costs can impact your profitability. Investing in energy-efficient models might save you money in the long run. Yet, sometimes this means a higher initial investment. Balancing cost and efficiency is a challenge. Reflect on your priorities before making a decision. Take time to evaluate your specific production needs carefully.
How to Choose the Right Food Machinery for Your Business Needs
This chart represents the different types of food machinery and their suitability for various business needs. The categories include Processing Equipment, Packaging Machines, and Refrigeration Systems, along with their importance in the food industry.
Assessing Production Capacity and Efficiency Metrics
When selecting food machinery, evaluating production capacity is crucial. According to industry data, over 70% of manufacturers report that capacity directly affects profitability. A machine's output must align with your business goals. For instance, if your production requirement is 1,000 units daily, a machine capable of delivering 1,200 units provides a buffer. However, excessive capacity can lead to inefficiency and wasted resources.
Efficiency metrics are equally important when choosing machinery. A report by the Food and Beverage Association indicates that machines operating at 85% efficiency save up to 15% in costs. Metrics such as downtime, energy consumption, and maintenance frequency must be scrutinized. Machines with higher efficiency might have a larger initial investment but often yield better long-term results.
Many businesses overlook the balance between capacity and efficiency. Some may invest in high-capacity machines, only to find they consume too much energy. It's essential to analyze both metrics side by side. A holistic approach helps ensure that your investment aligns with operational needs and financial goals. Reflecting on past decisions can provide valuable insights for future equipment choices.
Evaluating Equipment Versatility and Adaptability
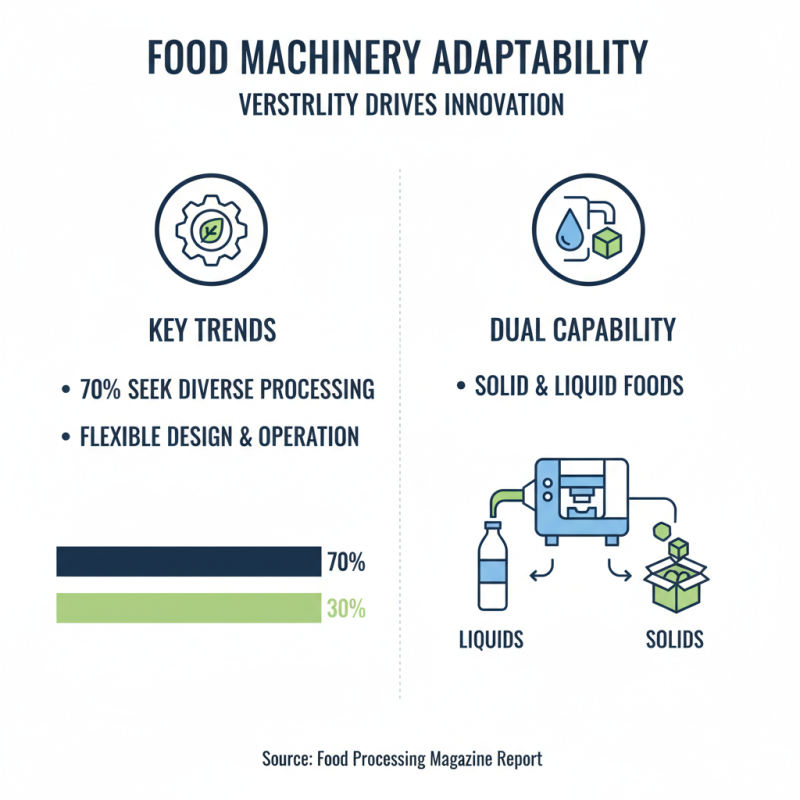
In today's fast-evolving food industry, versatility and adaptability of food machinery are paramount. According to a recent report by Food Processing Magazine, nearly 70% of food businesses seek equipment that can handle diverse products. This means machinery must be flexible in its design and operation. For instance, a single machine should ideally process both solid and liquid foods with ease.
Many companies often overlook the importance of adaptability when purchasing equipment. The demand for different food items can change rapidly. Businesses that rely on machinery that is not easily adjustable face potential losses. A study by the Food Industry Association shows that unadaptable equipment can lead to a 30% increase in downtime. This can have a significant impact on production efficiency.
Moreover, it's essential to think about the future. Investing in machinery that can evolve with market trends can provide a competitive edge. Upgrading to more sophisticated technology is often costly. Therefore, machinery that boasts modular capabilities can be beneficial. These machines allow for updates or changes without the need for complete replacement. However, many operators underestimate the time and effort required to master new technology. Balancing immediate needs with long-term flexibility requires careful consideration and planning.
Analyzing Total Cost of Ownership in Food Machinery Choices
When selecting food machinery, the total cost of ownership (TCO) becomes crucial. TCO includes the purchase price, maintenance, operation, and potential downtime costs. A report from the Food Processing Industry suggests that operational expenses can account for 70% of TCO. Understanding these can significantly affect your bottom line.
Tips: Calculate all costs involved. Assess not just the initial investment, but also long-term maintenance fees. Equipment that seems cheaper upfront may lead to higher costs later. Downtime can be costly too, impacting production.
Consider energy efficiency as part of TCO. Machinery that uses less energy may have a higher upfront cost but could reduce monthly expenses. A study indicates energy-efficient machines can decrease operation costs by up to 30%.
Remember to reflect on supplier support and parts availability. A machine can be efficient, but if parts are difficult to source, it can lead to extended downtimes. Researching support services is essential for long-term operational stability. Choose wisely to navigate these complexities.
Researching Industry Standards and Regulatory Compliance Needs
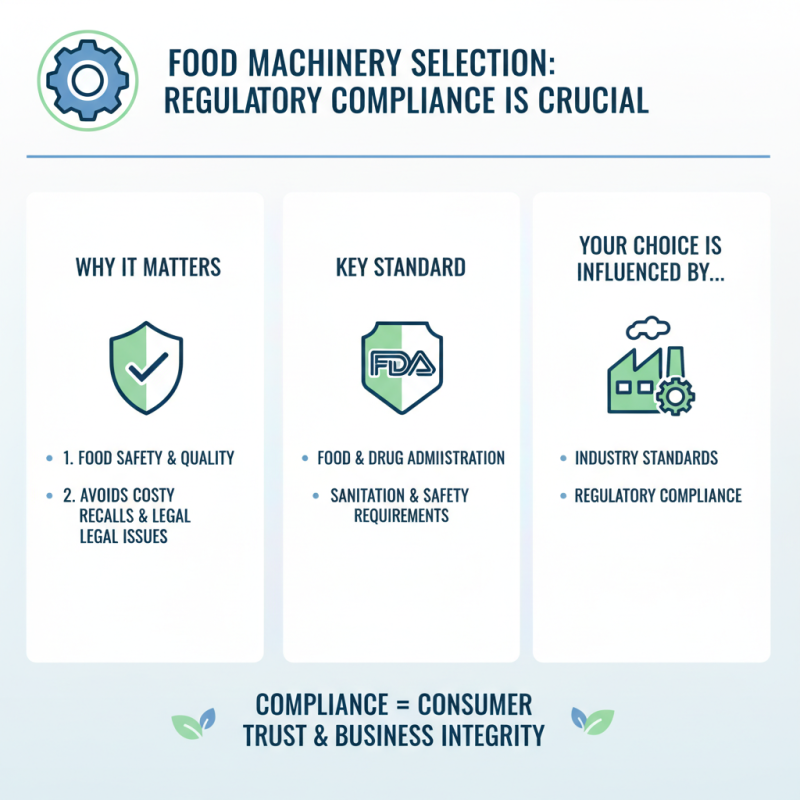
When selecting food machinery, understanding industry standards is crucial. Regulatory compliance greatly influences your choice. Compliance ensures the safety and quality of food products. According to the Food and Drug Administration (FDA), food processing equipment must meet specific sanitation and safety requirements. Failing to adhere can lead to costly recalls and legal issues.
Tips: Stay updated on local and international regulations. Use resources from organizations like the FDA and the USDA for guidance. Conducting a thorough research process can prevent future headaches.
Additionally, consider the impact of technology on compliance. Advanced machinery often comes with built-in monitoring systems. These can help maintain quality standards more efficiently. However, new technology might not always align with existing compliance processes. This gap can create challenges for businesses aiming to upgrade their machinery.
Tips: Evaluate whether your current processes can adapt to new machinery. Sometimes, a small upgrade can deliver significant compliance benefits. Always question if you are following the latest standards or if improvements are needed.